 4
4


Сварные конструкции, непосредственно после сварки, имеют достаточно высокую степень отклонений по «геометрии». Причина таких отклонений - наличие остаточных сварочных напряжений, неизбежно сопутствующих процессу сварки. Возникает необходимость дополнительной обработки.
Остаточные механические напряжения, действующие на металлоконструкции (судовые, строительные, мостовые, трубопроводы и т.п.), приводят к деградации металла и вызывают возникновение в них, в процессе эксплуатации, развитие дефектов. В местах концентраторов напряжений более интенсивно развиваются дефекты такие как КРН (коррозионные растрескивания под напряжениями), питтинги, интенсивное протекание коррозионных процессов и др.
В большинстве случаев именно в зоне сварного шва наблюдаются максимальные уровни остаточных напряжений. В поперечном к шву направлении обычно фиксируется их максимальный градиент (рис. 1). На базе, соответствующей ширине шва, значение напряжений может меняться от нулевого (на линии сплавления) до максимального, близкого к пределу текучести материала (в центре шва). По некоторым данным, градиент в поперечном направлении в сварном шве может достигать 200 МПа/мм.
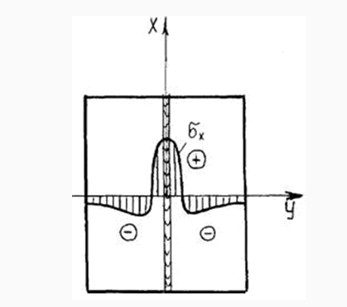
Рис. 1. Характерное распределение продольных остаточных напряжений в зоне шва на пластине
Основной способ снятия остаточных сварочных напряжений - термическая обработка. Однако, в последние десятилетия, получил распространение способ снятия остаточных механических напряжений и стабилизации геометрических размеров металлоконструкций посредством возбуждения в сварной конструкции низкочастотных механических колебаний – Метод НВО.
НВО позволяет:
- улучшить и стабилизировать структуру металла сварного шва и околошовной зоны;
- уменьшить деформации, вызванные сваркой;
- перераспределить (сгладить) пиковые показатели концентраторов напряжений в сварном соединении;
- повысить долговечность зоны сварного соединения до уровня основного металла.
Вибрационной обработке подвергают сварные конструкции не только из углеродистых сталей, но и изготовленные из алюминиевых и титановых сплавов. Широко используют виброобработку чугунных и стальных отливок.
Малая энергоемкость систем виброобработки, относительно низкая стоимость технологического оборудования и простота его обслуживания позволяют эффективно применять виброобработку не только на крупных предприятиях, но и в условиях мелких и средних производств.
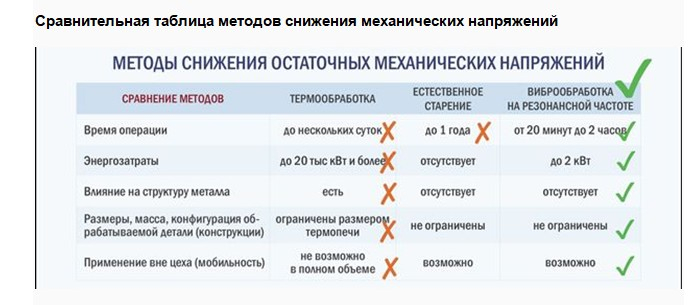
Преимущества метода низкочастотной виброобработки (НВО)
НВО - наиболее современный, надежный и эффективный технологический процесс, основанный на мировых достижениях науки и техники, и имеет следующие преимущества в сравнении с термообработкой (ТО):
- затраты электроэнергии – на несколько порядков меньше, чем при ТО;
- малая продолжительность процесса НВО (20…30 мин) по сравнению с ТО (2…3 суток);
- стоимость оборудования НВО мала в сравнении с полученной годовой экономией электроэнергии и стоимостью термической печи;
- расходы по обслуживанию и эксплуатации виброкомплекса весьма малы по сравнению с эксплуатацией термической печи;
- после НВО обеспечивается сохранность внешнего вида изделий (покраска, покрытия, полировка и др.), а при ТО образуется окалина на поверхности изделия, качество поверхности снижается;
- после НВО сохраняются прочностные характеристики металла (σв, σт), а при ТО происходит снижение этих характеристик;
- возможность снятия остаточных напряжений в сварных конструкциях из разнородных материалов, где невозможно применить ТО - детали с поверхностями, подвергнутыми закалке ТВЧ, ТПЧ или стали группы Hardox;
- возможность быстро выявить дефекты в сварных конструкциях и деталях (например, опасные трещины и другие дефекты), что позволит избежать аварий конструкций;
- сокращение транспортных операций; сокращение непроизводственных расходов, так как отпадает необходимость перевозки деталей для ТО в другие цехи или на другие предприятия, где имеются термические печи соответствующих габаритов;
- возможность снятия остаточных напряжений в сварных конструкциях очень больших габаритов, для которых нет термических печей таких размеров.
Многие предприятия судостроения, тяжелого машиностроения и атомного машиностроения РФ и зарубежных стран используют метод НВО для снижения остаточных напряжений, стабилизации размеров и обеспечения достаточно жестких допусков для изделий, к которым предъявляются высокие требования по точности.
Применяется способ НВО и для крупногабаритных конструкций. Заметим, что опыт наших Партнеров, использующих оборудование от ООО «МАГНИТ плюс» – обработка металлоконструкции весом в 180 тонн.
Разработки ООО «МАГНИТ плюс»
ООО «МАГНИТ плюс» на протяжении многих лет занимается внедрением и поставками оборудования для контроля и снятия остаточных механических напряжений в металлоконструкциях.
В настоящее время для снятия остаточных сварочных напряжений в металлоконструкциях компания ООО «МАГНИТ плюс» предлагает:
- Установка низкочастотной виброобработки ВТУ-02МП;
- Технологический комплекс для упрочняющей обработки сварных соединений методом ударного деформирования на ультразвуковой частоте «ШМЕЛЬ».
Установка низкочастотной виброобработки ВТУ-02МП
Комплекс предназначен для возбуждения изменяемых низкочастотных колебаний в деталях, узлах и конструкциях после их изготовления способом сварки, механической обработки, литья и горячего деформирования, с целью снижения остаточных напряжений и стабилизации геометрической формы и линейных размеров.
Установка является мобильной и монтируется рядом с обрабатываемой конструкцией. Комплекс состоит из двух частей: вибровозбудитель и пульт управления.
Вибровозбудитель - это специализированный асинхронный двигатель. На валу двигателя с двух сторон закреплены два эксцентрика. При вращении двигателя, эксцентрик создает круговые колебания, которые передаются конструкции, на которой он установлен. Амплитуду колебаний (рабочее усилие) создаваемых эксцентриком можно изменять путем его регулировки.
Пульт управления предназначен для задания и индикации параметров работы вибровозбудителя. С помощью пульта производится запуск и останов вибровозбудителя, задание режима работы и скорость вращения вибровозбудителя.
К сварной конструкции, при помощи струбцин, крепится вибровозбудитель с регулируемым дисбалансом и после его включения, в металле, возникают низкочастотные колебания, которые снимают напряжения микроструктуры сварного шва и околошовной зоны.
Проведенный ООО «МАГНИТ плюс», в рамках оценки эффективности комплексной методики оценки и снижения уровня остаточных напряжений, эксперимент показал возможность достижения нулевого уровня остаточных напряжений.

Снижение остаточных сварочных напряжений методом ультразвуковой ударной обработки.
Технологический комплекс «ШМЕЛЬ»
Одной из актуальных задач современного промышленного производства остается поиск эффективных средств, обеспечивающих упрочнение сварочных швов. Качество сварки, это не только вопрос надежности на момент завершения сварочных работ, а также сроки безаварийного использования данного сварного соединения в течение всего периода эксплуатации конструкции в целом.
Среди методов, позволяющих повысить качество, надежность и ресурс сварных швов следует выделить ультразвуковую ударную обработку (УУО). Снижение остаточных механических напряжений ультразвуковой ударной обработкой происходит за счет образования сжимающих поверхностных напряжений.
Механизм ультразвуковой ударной обработки представлен на рисунке 2 зонами физического воздействия на сварочное соединение в поперечном разрезе поверхностного слоя обрабатываемого металла. Рисунок 2 отражает многочисленные исследования эффективности ультразвуковой ударной обработки.
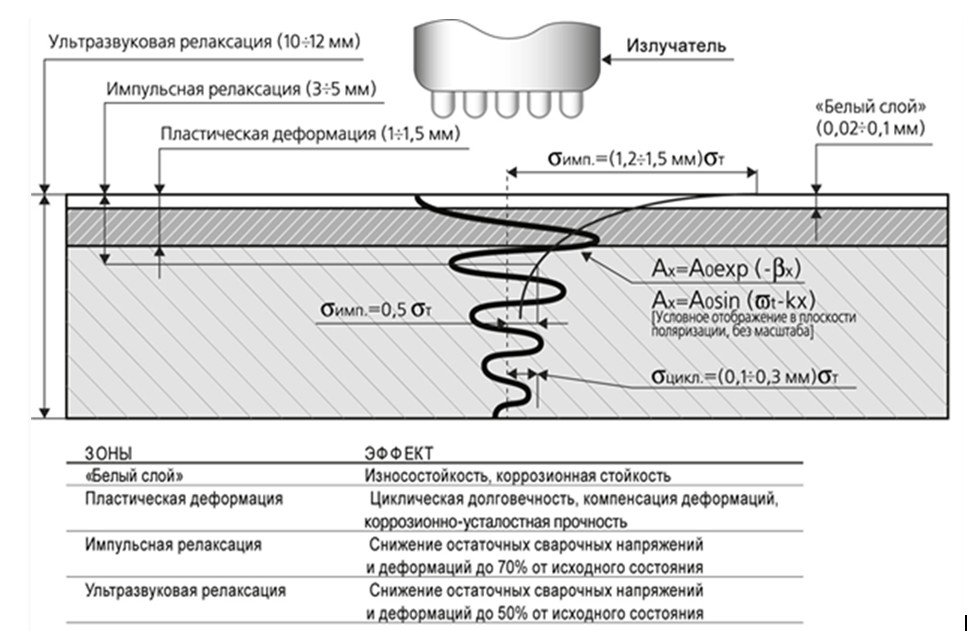
Рисунок 2. Физические зоны влияния ультразвуковой ударной обработки
Эти результаты определяют ряд актуальных областей использования ультразвуковой ударной обработки в производстве, эксплуатации и ремонте сварных соединений (мостостроение, судостроение, машиностроение и другие отрасли). В этой схеме каждой физической зоне влияния ультразвуковой ударной обработки на свойства материала соответствуют определенные режимы обработки и определенная технология изготовления сварного соединения.
Работа технологического комплекса Шмель основана на ударном воздействии на обрабатываемый материал с целью его пластического деформирования. Ультразвуковая колебательная система размещена в корпусе, который обеспечивает возможность ее принудительного жидкостного охлаждения.
Ультразвуковой генератор, размещенный в блоке питания, осуществляет преобразование тока промышленной частоты 50 Гц в ток высокой частоты 26—28 кГц, соответствующего частоте ультразвука.
Внешний вид комплекса Шмель
Энергия тока высокой частоты при помощи магнитострикционного преобразователя, расположенного в ударном инструменте, формирует колебания ультразвуковой частоты, которые через волновод и удлинитель переходят в иглу-ударник.
Какие именно преимущества способна дать ультразвуковая ударная обработка по сравнению с термическим снятием напряжений в металле?
1. Высокая удельная энергоэффективность УУО: в масштабах серийного производства, УУО – это метод, способный дать ощутимый экономический эффект.
2. УУО рассматривается как поверхностное пластическое деформирование (ППД), В поверхностном слое обрабатываемой поверхности формируются сжимающие остаточные напряжения, и благоприятный профиль шероховатости поверхности. Для деталей, изготовленных из высокопрочных материалов и имеющих повышенную чувствительность к концентраторам напряжения, что важно, ППД повышает сопротивление усталости и, соответственно, появлению усталостных трещин.
3. УУО сварочного шва и околошовной зоны снижает развитие межкристаллитной коррозии границ зерен металла за счет их измельчения ударными импульсами ультразвука.
Эффективность ультразвуковой ударной обработки (УУО). Результаты измерений полей остаточных напряжений показали, что УУО в ряде случаев является приемлемой альтернативой высокому отпуску. УУО оказывает эффективное воздействие на перераспределение остаточных сварочных напряжений.
О ремонте труб. Из результатов проведённых работ установлено, что УУО производит в зоне ремонтного участка благоприятное перераспределение напряжений. На участке после УУО напряжения наплавленного участка, околошовной зоны и основного металла трубы были получены идентичны, близкие к равномерному распределению по всей площади, тогда как на участке без УУО наблюдались высокие концентраторы с большим уровнем градиентов.
Проведение работ комплексом «ШМЕЛЬ»
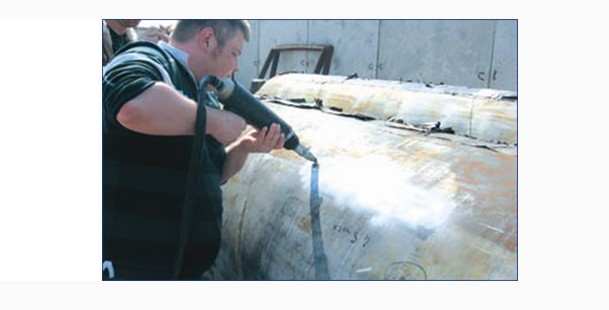
В результате – практически однородное распределение остаточных напряжений. Металл в зоне, подвергнутой ремонтным сварочным работам, равномерно стабилизирован, что очень важно для надежной эксплуатации трубопровода.
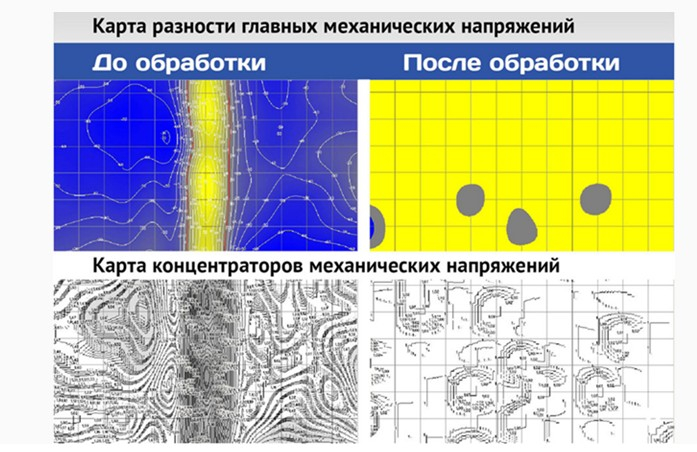
Картограммы механических напряжений (РГМН и КМН)
Выводы:
- Ультразвуковая ударная обработка позволяет эффективно снизить уровень остаточных технологических напряжений в сварных конструкциях.
- Применение УУО позволяет, в ряде случаев, отказаться от послесварочной термической обработки.
Сканер механических напряжений “Stressvision Antistress”
Конечно, при проведении работ по снятию остаточных сварочных напряжений и упрочнению сварочного шва возникает задача по контролю уровня внутренних напряжений до обработки и после обработки. Видеть распределение напряжений на площади металлической конструкции важно для понимания общего напряженного состояния конструкции.
Для этих целей, компания ООО «МАГНИТ плюс» рекомендует обратить внимание на магнитоанизотропный метод. А именно на магнитоанизатропный сканер “Stressvision Antistress”. Данный прибор позволяет получить информацию о распределении напряженного состояния исследуемой области конструкции: в основном металле, сварном шве и околошовной зоне. Результаты документируются в виде картограмм разности главных механических напряжений (РГМН), градиентов РГМН и карт распределения коэффициента концентрации механических напряжений (КМН).
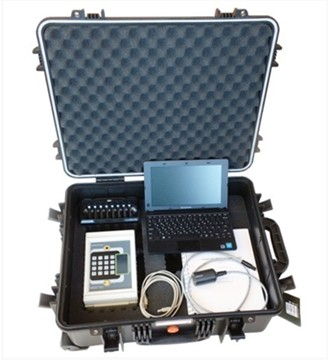
Магнитоанизатропный сканер “Stressvision Antistress”
Таким образом, показано, что имеются технологии и оборудование, позволяющие эффективно снимать остаточные напряжения в металлоконструкциях, что позволяет повысить надежность и срок службы металлоконструкций.
Продукция, поставляемая ООО «МАГНИТ плюс» г. Санкт-Петербург более подробно представлена на сайте https://magnitsp.ru
Пресс-релизы компании

Пресс-релизы по теме
Свежие пресс-релизы






























